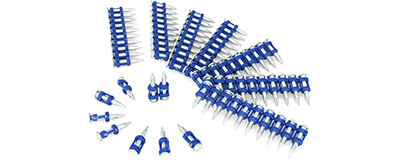
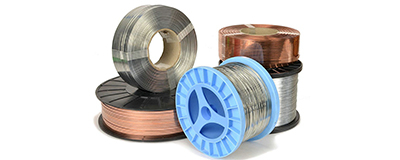
Сшывальны дрот KYA Fasteners распрацаваны для стабільнай працы ў пераплётных, кардонных упакоўках і мэблі. Даступныя ў выглядзе круглага або плоскага дроту з ацынкаваным, медным або нейлонавым пакрыццём, гэтыя драты забяспечваюць чыстае пакрыццё без лускавінак і ўстойлівасць да карозіі, забяспечваючы надзейную працу ў высакахуткасных швейных машынах для паліграфічнай і ўпаковачнай прамысловасці.
Дэманстрацыйнае відэа па сшыванні дроту
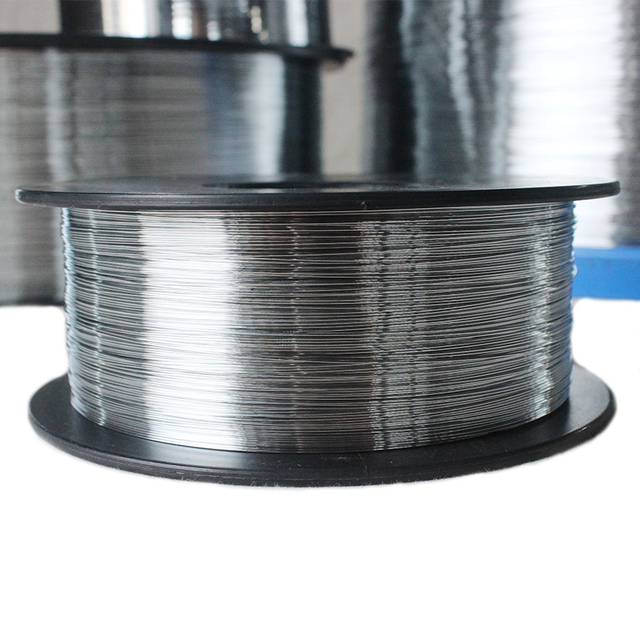
Што такое сшыванне дроту?
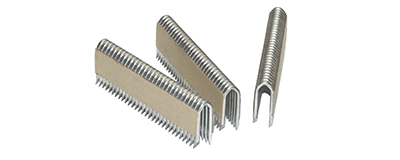
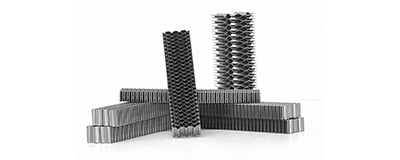
Сшывальны дрот - гэта высакаякасная зашпілька, якая выкарыстоўваецца ў паліграфіі і ўпакоўцы для стварэння трывалых швоў у пераплётных вырабах, гафрыраваных кардонах і мэблевай упакоўцы. Даступны ў выглядзе круглага дроту калібра 21-30 або плоскага дроту ад 18x20 да 21x25, ён мае ацынкаванае або меднае пакрыццё для ўстойлівасці да карозіі і гладкую паверхню для прадухілення закліноўвання ў швейных машынах.
Асаблівасці сшывання дроту
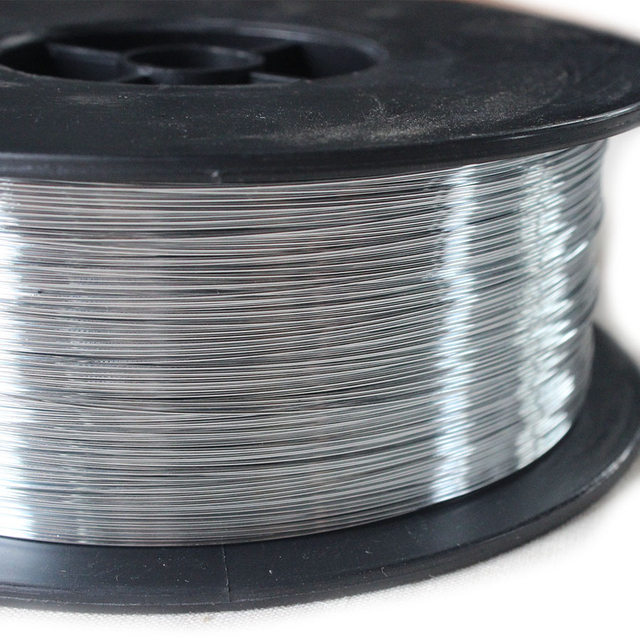
Чыстае пакрыццё без лускавінак для працы без затораў
Ацынкаваны або меднены для ўстойлівасці да карозіі
Сталая трываласць на разрыў (135 000–165 000 PSI) для надзейнага сшывання
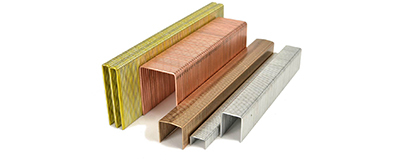
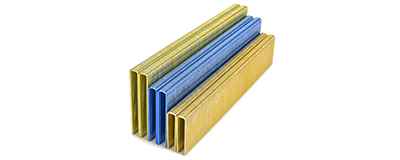
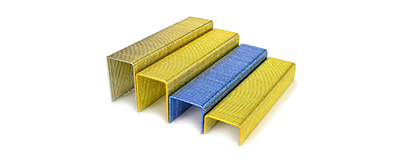
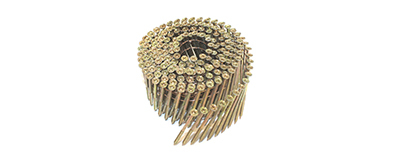
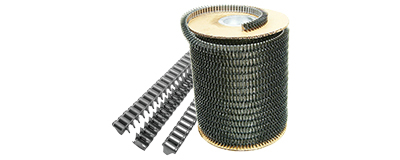
Даступны ў круглым або плоскім дроце з рознымі пакрыццямі (ацынкаваны, медны, нейлон)
Памер шпулі ад 5 фунтаў да 1600 фунтаў для розных ужыванняў
Гладкая паверхня і адсутнасць перагібаў для эфектыўнага выдалення намоткі
Прымяненне сшывання дроту
Пераплёт часопісаў і каталогаў
Шыццё гафрыраванага кардону для ўпакоўкі
Ўпакоўка мэблі і матрацаў
Камплектацыя дэталяў машын
Прамысловая ўпакоўка для цяжкіх швоў
Дрот на расцяжэнне і прадукцыйнасць
Мяжа трываласці на разрыў дроту, вымераная ў PSI, вызначае яе калянасць. Дрот KYA падтрымлівае дыяпазон трываласці на расцяжэнне 135 000–165 000 PSI, каб збалансаваць трываласць і сумяшчальнасць з машынай, прадухіляючы заўчасны знос швейных галовак і трымерных нажоў.
Выбар правільнай сшывачнай дроту
Выберыце дрот у залежнасці ад таўшчыні матэрыялу і налад машыны:
Калібр 25: падыходзіць для матэрыялаў таўшчынёй ад 1/16' да 7/32'
Калібр 24: падыходзіць для матэрыялаў таўшчынёй ад 1/16' да 1/4'
На выбар дроту могуць уплываць такія фактары, як тып паперы, шчыльнасць і пакрыццё. Забяспечце належнае абсталяванне для размоткі, каб падтрымліваць шлях правадоў у чысціні і пазбягаць захрасання.
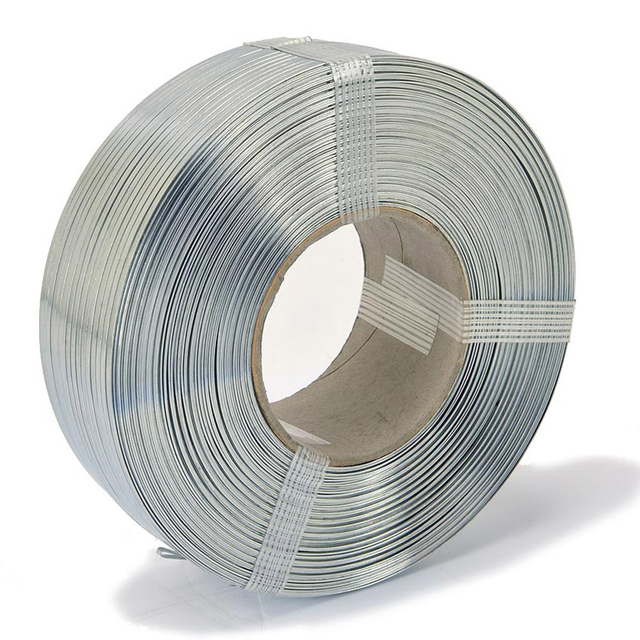
Памеры шпулькі і тэхнічныя характарыстыкі
Даступны ў катушках ад 5 фунтаў да 1600 фунтаў, швейны дрот падыходзіць для розных машын і розных памераў:
Шпулькі на 5–10 фунтаў для швейных машын з ручной падачай або кароткіх накладаў
Шпулькі 35–100 фунтаў для сядлавых швоў сярэдняга класа
Шпулькі 200–1600 фунтаў для высакахуткасных або сеткавых аперацый
Сшывальны дрот выкарыстоўваецца для пераплёту кніг, сшывання гафрыраванага кардона і ўпакоўкі мэблі, матрацаў і дэталяў машын.
Якія даступныя аздабленні для сшывання дроту?
Ён даступны з ацынкаваным, медным або нейлонавым пакрыццём для ўстойлівасці да карозіі і эстэтычнай прывабнасці.
Які калібр лепш за ўсё падыходзіць для пераплёту?
Калібр 24-25 рэкамендуецца для пераплёту ў залежнасці ад таўшчыні паперы (ад 1/16' да 1/4').
Чаму трываласць на разрыў важная?
Трываласць на разрыў (135 000–165 000 PSI) забяспечвае правільнае фарміраванне шва без пашкоджання швейных галовак або нажоў трымера.
Якія памеры шпулькі даступныя?
Памеры шпулькі вар'іруюцца ад 5 фунтаў для швейных машын з ручной падачай да 1600 фунтаў для высакахуткасных аперацый.
Як я магу прадухіліць захрасанне дроту?
Выкарыстоўвайце належнае абсталяванне для размоткі і падтрымлівайце шляхі правадоў у чысціні, рэгулярна правяраючы накіроўвалыя і лямцавыя пракладкі.
Пра KYA Fasteners for Fastening Solutions
Маючы больш чым 20-гадовы вопыт, KYA Fasteners з'яўляецца надзейным сусветным пастаўшчыком высакаякасных крапежных дэталяў і інструментаў, які пастаўляе надзейныя прадукты для шырокага спектру прымянення па ўсім свеце. Запытайце прапанову , каб вывучыць наш поўны асартымент прадукцыі.
Гэты вэб-сайт выкарыстоўвае кукі і падобныя тэхналогіі ('кукі'). З вашай згоды будзем выкарыстоўваць аналітычныя файлы cookie для адсочвання таго, які кантэнт вас цікавіць, і маркетынгавыя файлы cookie для паказу рэкламы на аснове інтарэсаў. Для гэтых мер мы выкарыстоўваем старонніх пастаўшчыкоў, якія таксама могуць выкарыстоўваць дадзеныя ў сваіх мэтах.
Вы даяце сваю згоду, націснуўшы 'Прыняць усе' або прымяніўшы свае індывідуальныя налады. Затым вашы даныя могуць таксама апрацоўвацца ў трэціх краінах за межамі ЕС, такіх як ЗША, якія не маюць адпаведнага ўзроўню абароны даных і дзе, у прыватнасці, доступ мясцовых уладаў не можа быць эфектыўна прадухілены. Вы можаце адклікаць сваю згоду з неадкладным уступленнем у сілу ў любы час. Калі вы націснеце 'Адхіліць усе', будуць выкарыстоўвацца толькі неабходныя файлы cookie.