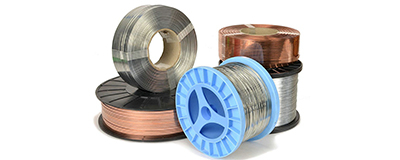
KYA Fasteners' ER70S-6 Filum Cuprum Coated TIG Welding machinatum est arcui gas- clypeo glutino carbonis mitis et ignobilis. Aliquam aeneam efficiens ad auctam feedabilitatis et corrosionis resistentiam, hoc filum tradit arcum stabilem observantiam, minimam spattam, et commissuras pactiones pulcherrimas. Altis distrahendis viribus (558 MPa), contentum hydrogenii humile, et resistentiae rimae excellentis, specimen est omnium positionis in structurarum ferrearum, in navigiis, pontium, et vasorum pressurarum. In diametris praesto ab 0.6mm ad 1.6mm, laminis crassis tenuibus convenit in industriis quasi constructionibus et petrochemicis.
Aeris coating for superior feedability et corrosio resistentia
Arcus stabilis cum minimo inquinatus et fumus
Princeps distrahentes vires (558 MPa) rima resistentia
Minimum hydrogenii et nitrogenii contentum ad vetustatem welds
Apta omni positione glutino (F, H, OH, V).
Laminae tenues, mediae, crassae, versatiles
| Property | Specification |
|---|---|
| Model | ER70S-6 / ER50-6 / SG2 / JIS YGW12 |
| Rudis Material | Mitis Steel, Carbon Steel |
| Superficiem Finishing | Aeris Coated |
| Diametri | 0.6mm, 0.8mm, 0.9mm, 1.0mm, 1.2mm, 1.6mm |
| sarcina | 5kg, 15kg, 20kg FUSUS; 100-350kg tympanum |
| Spool Type | D270, D300 FUSUS plasticus; K300 FUSUS metallum |
| Shielding Gas | 100% CO2, Ar + 5% CO2, Ar + 2% O2 |
| Element | Range (%) | Exemplum (%) |
|---|---|---|
| C | 0.06-0.15 | 0.07 |
| Mn | 1.40-1.85 | 1.27 |
| Si | 0.80-1.15 | 0.76 |
| S | ≤0.035 | 0.014 |
| P | ≤0.025 | 0.015 |
| Cu | ≤0.50 | 0.15 |
| Test Item | Guarantee Value | Generalis Result |
|---|---|---|
| Fortitudo distrahentes (Rom, MPa) | ≥500 | 558 |
| Cede virtus (ReL/Rp0.2, MPa) | ≥420 | 472 |
| Prolongatio (A, %) | ≥22 | 27 |
| Impact Energy (KV2, J) ad -30°C | ≥27 | 98 |
| Wire Size (mm) | Welding Current (A) | CO2 Flow Rate (L/min) |
|---|---|---|
| 0.6 | 50-80 | 10-15 |
| 0.8 | 50-100 | 15 |
| 1.0 | 50-220 | 15-20 |
| 1.2 | 80-350 | 15-25 |
| 1.6 | 170-550 | 20-25 |
The ER70S-6 TIG Wire Wedding is optimized pro summus qualitas machinae in variis applicationibus industriae. Contactus KYA Fasteners ad molem ordines vel specificationem.
Peto molem QuoteLow welding costs with high productivity
Minimum electricitatis consummatio pro efficientia
Facile operari cum omni loco glutino
Humilis hydrogenii et nitrogenii contenti ad rima resistentia
Deformatio minima post welding
Lata applicabilitas ad laminas tenues, medias, et crassas
ER70S -6 TIG Wire Welding designatus est summus qualitas coagmentatio in variis applicationibus industriae.
Ferro structuram welding
Meum calculus machinatio
Naves
Engineering machinery
Pontes
Pressura vasorum
Building construction
Petrochemical armorum
Virtus stationes
Boilers
Adhibetur pro clypeo arcus gas- mitis et humilis carbo carbonis in structuris ferreis, in fabricandis, pontibus, pressione vasorum, et pluribus.
Operatur cum 100% CO2, Argon + 5% CO2, vel Argon + 2% O2.
Aeris coating auget feedability, arcus stabilitas, et corrosio resistentia.
Available in 0.6mm, 0.8mm, 0.9mm, 1.0mm, 1.2mm, et 1.6mm.
Available in 5kg, 15kg, vel 20kg spools, vel 100-350kg tympana, cum suggesto 24-ton plenum vasis oneris.
Ita, specimen edicti ad qualitatem probandam praesto sunt. Contactus KYA Fasteners exemplum disponere.
Quaeritur quaestioCum plus XX annos peritia, KYA Fasteners est dux fidus in solutionibus industrialis conglutinationis, ER70S-6 TIG Welding Wire tradens qualis summus est . Nostra productio SGS-certificata accurationem et firmitatem efficit, serviens clientibus in 50 terris. Navis ex Qingdao portum intra 20-30 dies, offerens solutiones nativus pro necessitates glutino.
Global reach
Premium Quality: High-perficiendi aeris iactaret filum pro professionalis welds
Fast Delivery: Naves terrarum in 20-30 diebus ab Qingdao portum
Custom Solutions: Tailored diameter and packaging for specific projects
Augete glutino incepta cum ER70S-6 TIG Welding Wire. Librum hodie peto ut KYA qualitatem et servitium experiantur.
Contactus KYA Fasteners