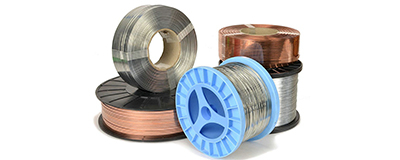
KYA Fasteners' ER70S-6 Copper Coated TIG Welding Wire is engineered for gas-shielded arc welding of mild and low carbon steel. Featuring a copper coating for enhanced feedability and corrosion resistance, this wire delivers stable arc performance, minimal spatter, and beautiful weld seams. With high tensile strength (558 MPa), low hydrogen content, and excellent crack resistance, it’s ideal for all-position welding in steel structures, shipbuilding, bridges, and pressure vessels. Available in diameters from 0.6mm to 1.6mm, it suits thin to thick plates in industries like construction and petrochemicals.
Copper coating for superior feedability and corrosion resistance
Stable arc with minimal spatter and smoke
High tensile strength (558 MPa) and crack resistance
Low hydrogen and nitrogen content for durable welds
Suitable for all-position welding (F, H, OH, V)
Versatile for thin, medium, and thick plates
| Property | Specification |
|---|---|
| Model | ER70S-6 / ER50-6 / SG2 / JIS YGW12 |
| Raw Material | Mild Steel, Carbon Steel |
| Surface Finishing | Copper Coated |
| Diameter | 0.6mm, 0.8mm, 0.9mm, 1.0mm, 1.2mm, 1.6mm |
| Packing | 5kg, 15kg, 20kg spool; 100-350kg drum |
| Spool Type | D270, D300 plastic spool; K300 metal spool |
| Shielding Gas | 100% CO2, Ar + 5% CO2, Ar + 2% O2 |
| Element | Range (%) | Example (%) |
|---|---|---|
| C | 0.06-0.15 | 0.07 |
| Mn | 1.40-1.85 | 1.27 |
| Si | 0.80-1.15 | 0.76 |
| S | ≤0.035 | 0.014 |
| P | ≤0.025 | 0.015 |
| Cu | ≤0.50 | 0.15 |
| Test Item | Guarantee Value | General Result |
|---|---|---|
| Tensile Strength (Rm, MPa) | ≥500 | 558 |
| Yield Strength (ReL/Rp0.2, MPa) | ≥420 | 472 |
| Elongation (A, %) | ≥22 | 27 |
| Impact Energy (KV2, J) at -30°C | ≥27 | 98 |
| Wire Size (mm) | Welding Current (A) | CO2 Flow Rate (L/min) |
|---|---|---|
| 0.6 | 50-80 | 10-15 |
| 0.8 | 50-100 | 15 |
| 1.0 | 50-220 | 15-20 |
| 1.2 | 80-350 | 15-25 |
| 1.6 | 170-550 | 20-25 |
The ER70S-6 TIG Welding Wire is optimized for high-quality welds in various industrial applications. Contact KYA Fasteners for bulk orders or custom specifications.
Request a Bulk QuoteLow welding costs with high productivity
Low electricity consumption for efficiency
Easy to operate with all-position welding
Low hydrogen and nitrogen content for crack resistance
Minimal deformation after welding
Wide applicability for thin, medium, and thick plates
The ER70S-6 TIG Welding Wire is designed for high-quality welding in various industrial applications.
Steel structure welding
Coal mine machinery
Shipbuilding
Engineering machinery
Bridges
Pressure vessels
Building construction
Petrochemical equipment
Power stations
Boilers
It’s used for gas-shielded arc welding of mild and low carbon steel in steel structures, shipbuilding, bridges, pressure vessels, and more.
It works with 100% CO2, Argon + 5% CO2, or Argon + 2% O2.
The copper coating enhances feedability, arc stability, and corrosion resistance.
Available in 0.6mm, 0.8mm, 0.9mm, 1.0mm, 1.2mm, and 1.6mm.
Available in 5kg, 15kg, or 20kg spools, or 100-350kg drums, with a suggested 24-ton full container load.
Yes, sample orders are available to test quality. Contact KYA Fasteners to arrange a sample.
Ask a QuestionWith over 20 years of expertise, KYA Fasteners is a trusted leader in industrial welding solutions, delivering high-quality ER70S-6 TIG Welding Wire. Our SGS-certified production ensures precision and durability, serving clients in over 50 countries. We ship from Qingdao port within 20-30 days, offering customized solutions for welding needs.
Global Reach: Exporting to 50+ countries with reliable welding wires
Premium Quality: High-performance copper-coated wire for professional welds
Fast Delivery: Ships worldwide in 20-30 days from Qingdao port
Custom Solutions: Tailored diameters and packaging for specific projects
Enhance your welding projects with ER70S-6 TIG Welding Wire. Request a free quote today to experience KYA's quality and service.
Contact KYA Fasteners