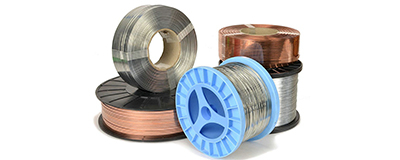
AWS EL8 Submerged Arc Welding Wire is a carbon steel and low-alloy steel welding wire designed for submerged arc welding applications that require stable feeding, smooth arc performance, beautiful weld bead formation and reliable deposited metal properties. It is suitable for steel structures, shipbuilding, bridges, pressure vessels, coal mine machinery, engineering machinery and building construction.
KYA submerged arc welding wire provides superior feedability, excellent arc stability, minimal smoke and spatter, thin easy-to-remove slag, high tensile strength and good crack resistance. Available diameters include 0.8mm, 1.0mm, 1.2mm and 1.6mm, supporting different welding current and voltage requirements for thin, medium and thick plate welding.

Submerged arc welding wire is used with welding flux to create high-quality welds with stable arc characteristics and high deposition efficiency. AWS EL8 is suitable for carbon steel and low-alloy steel welding where smooth feeding, low spatter, strong weld metal and reliable mechanical performance are important.
Stable wire feeding: Helps maintain continuous submerged arc welding and reduces production interruption.
Excellent arc characteristics: Supports stable arc performance, smooth weld bead formation and efficient welding.
Low smoke and low spatter: Helps improve the welding environment and reduce post-weld cleaning work.
Thin and easy-to-remove slag: Improves production efficiency after welding.
Good crack resistance: Low hydrogen and nitrogen characteristics help improve weld reliability.
Wide current range: Diameter options from 0.8mm to 1.6mm support different welding parameters and plate thicknesses.
| Specification | Details |
|---|---|
| Product Name | Submerged Arc Welding Wire |
| AWS Classification | AWS EL8 |
| Brand | KYA |
| Material Type | Carbon steel and low-alloy steel welding wire |
| Available Diameter | 0.8mm, 1.0mm, 1.2mm, 1.6mm |
| Welding Process | Submerged Arc Welding / SAW |
| Main Performance | Stable feeding, excellent arc stability, good weld seam, low smoke, low spatter and easy slag removal |
| Mechanical Performance | High tensile strength, good yield strength, good elongation and low-temperature impact resistance |
| Common Applications | Steel structures, coal mine machinery, shipbuilding, engineering machinery, bridges, pressure vessels and building construction |
| Type | C | Mn | Si | S | P | Cu | Ni | Cr | V |
|---|---|---|---|---|---|---|---|---|---|
| Welding Wire AWS EL8 | 0.070 | 0.4 | 0.018 | 0.011 | 0.014 | 0.10 | - | - | - |
| Deposited Metal | 0.058 | 0.86 | 0.580 | 0.015 | 0.024 | 0.06 | - | - | - |
| Standard Composition | 0.08 | 1.51 | 0.89 | 0.013 | 0.015 | 0.18 | 0.016 | 0.021 | 0.003 |
| Property | Tensile Strength Rm MPa | Yield Strength ReL MPa | Elongation | AKV Impact Value J at -20°C |
|---|---|---|---|---|
| Standard Values | 415–550 | ≥330 | ≥22% | ≥27 |
| Sample Values | 470 | 365 | 30% | 60 |
| Diameter | Welding Current | Welding Voltage | Reference Current |
|---|---|---|---|
| 0.8mm | 50–120A | 15–22V | 100A |
| 1.0mm | 70–180A | 18–24V | 150A |
| 1.2mm | 80–350A | 18–34V | 280A |
| 1.6mm | 140–500A | 20–42V | 350A |


Keep packaging dry: Store welding wires in dry conditions and avoid opening damp-proof packaging before use.
Prevent rust: Protect wire from moisture, water and long-term exposure to humid environments.
Clean welded surfaces: Remove rust, oil, water and impurities from the workpiece before welding.
Confirm welding parameters: Select current and voltage according to wire diameter, plate thickness, flux type and welding procedure.
Low welding cost: High productivity and stable feeding help improve production efficiency.
Low electricity consumption: Supports efficient submerged arc welding operations.
All-position welding support: Suitable for a wide range of welding positions and fabrication requirements.
Low hydrogen and nitrogen: Helps improve crack resistance of deposited metal.
Minimal deformation: Supports controlled welding quality for steel fabrication.
Wide plate compatibility: Suitable for welding thin, medium and thick plates.
AWS EL8 submerged arc welding wire is suitable for industrial welding applications that require stable deposited metal properties, high productivity and consistent weld appearance. It is widely used in steel fabrication, heavy equipment, bridge construction and pressure vessel production.
Steel structure welding
Coal mine machinery
Shipbuilding and marine steel fabrication
Engineering machinery
Bridge welding and structural fabrication
Pressure vessels, boilers and power station equipment
Building construction and large steel components
| Selection Point | AWS EL8 Requirement | Recommendation |
|---|---|---|
| Wire Diameter | 0.8mm, 1.0mm, 1.2mm, 1.6mm | Select wire diameter according to plate thickness, welding speed and required deposition rate. |
| Welding Current | 50–500A reference range depending on wire diameter | Use the reference current table as a starting point and adjust according to welding procedure. |
| Base Material | Carbon steel and low-alloy steel | Confirm base metal grade and welding flux compatibility before bulk production. |
| Mechanical Requirements | Tensile strength, yield strength, elongation and impact value | Match deposited metal performance to project standards and inspection requirements. |
| Storage Condition | Dry and sealed storage | Keep damp-proof packaging closed until use to prevent rust and welding defects. |
AWS EL8 submerged arc welding wire is used for welding steel structures, coal mine machinery, ships, bridges, engineering machinery, pressure vessels, building construction, boilers and power station equipment.
Available diameters include 0.8mm, 1.0mm, 1.2mm and 1.6mm. The selected diameter should match the welding current, voltage, plate thickness and welding procedure.
Yes. The product information describes AWS EL8 submerged arc welding wire as suitable for all-position welding with a wide current range.
The listed standard values include tensile strength of 415–550MPa, yield strength of at least 330MPa, elongation of at least 22% and AKV impact value of at least 27J at -20°C. The sample values show 470MPa tensile strength, 365MPa yield strength, 30% elongation and 60J impact value.
Store welding wire in dry conditions and keep damp-proof packaging closed before use. Moisture, rust and contamination can affect welding stability and weld quality.
Rust, oil, water and other impurities should be removed from welded surfaces before welding to improve arc stability, weld appearance and deposited metal performance.
Yes. KYA can discuss submerged arc welding wire specifications, available diameters, chemical composition, mechanical properties, packing, samples, bulk order quantity and shipping schedule according to your welding project requirements.
KYA Fasteners supplies submerged arc welding wire, gas shielded welding wire, industrial welding materials, steel wire products, fasteners, pneumatic tools, nails, staples and industrial fastening solutions for global customers. For welding applications, KYA provides welding wire specifications, technical support and bulk supply options.
Contact KYA to get factory-direct pricing for AWS EL8 Submerged Arc Welding Wire, including wire diameter options, welding parameters, chemical composition, mechanical properties, sample support, packing and shipping schedule.