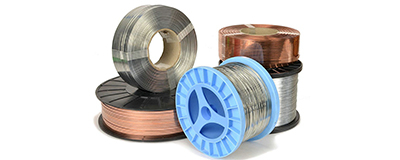
MIG Welding Wire ER70S-6 1.6mm is a copper-coated mild steel welding wire designed for CO2 gas-shielded arc welding and Argon + CO2 mixed gas welding. It provides stable arc performance, smooth wire feeding, low spatter, good weld bead formation, excellent crack resistance, and reliable mechanical properties for carbon steel and low-alloy steel welding.
ER70S-6 1.6mm welding wire is suitable for steel structures, shipbuilding, bridge construction, pressure vessels, engineering machinery, coal machinery, building construction, petrochemical equipment, and heavy-duty fabrication. It supports all-position welding and can be supplied in 5kg, 15kg, and 20kg spool packages for industrial users and distributors.
ER70S-6 / ER50-6 copper-coated MIG welding wire.
1.6mm diameter for CO2 or 80% Ar + 20% CO2 gas-shielded welding.
Stable arc, smooth feedability, low spatter, and clean weld bead formation.
Tensile strength: 545 MPa; yield strength: 452 MPa; elongation: 29%.
Suitable for all-position welding, including flat, horizontal, overhead, and vertical welding.
Available in 5kg, 15kg, and 20kg spool packaging.

This ER70S-6 MIG welding wire complies with GB/T 8110 ER50-6, AWS A5.18 ER70S-6, and JIS Z3312 YGW12. Buyers should confirm wire classification, diameter, spool weight, packaging, shielding gas, and welding position requirements before ordering.
| Attribute | Details |
|---|---|
| Product Name | ER70S-6 MIG Welding Wire |
| Classification | ER70S-6 / ER50-6 |
| Standards | GB/T 8110 ER50-6, AWS A5.18 ER70S-6, JIS Z3312 YGW12 |
| Diameter | 1.6mm |
| Spool Weight | 5kg, 15kg, 20kg/spool |
| Packaging | 15kg/D270 plastic spool, 16kg/box, 72 boxes/pallet, 24 pallets/20'GP |
| Welding Position | All positions: F, H, OH, V |
| Shielding Gas | CO2, 80% Ar + 20% CO2 |
| Main Applications | Steel structures, shipbuilding, bridges, pressure vessels, engineering machinery, construction, petrochemical equipment |


ER70S-6 welding wire is formulated for stable welding performance, reliable weld strength, and high productivity in gas-shielded arc welding. Its higher manganese and silicon content supports good deoxidizing performance and helps produce sound welds on carbon steel and low-alloy steel structures.
Low welding cost with high deposition efficiency and high productivity.
Superior feedability and stable arc performance for consistent welding.
Minimal spatter helps reduce cleanup time and improve weld appearance.
Excellent crack resistance and low hydrogen content.
Thin, easy-to-remove slag for efficient post-weld cleaning.
Suitable for thin, medium, and thick plate welding.
Wide welding current range for all-position welding.
The following chemical composition data shows the main alloying and residual elements of the ER70S-6 1.6mm welding wire. This composition supports stable weld metal properties and reliable performance in gas-shielded welding.
| C | Mn | Si | P | S | Ni | Cr | Cu | V |
|---|---|---|---|---|---|---|---|---|
| 0.08 | 1.51 | 0.89 | 0.015 | 0.013 | 0.016 | 0.021 | 0.18 | 0.003 |
ER70S-6 1.6mm welding wire provides weld metal strength and toughness suitable for structural and heavy-duty welding applications. The following data is based on CO2 shielding gas.
| Tensile Strength Rm (MPa) | Yield Strength Rel or Rp0.2 (MPa) | Elongation (%) | Ballistic Work (J) | Test Temperature | Shielding Gas |
|---|---|---|---|---|---|
| 545 | 452 | 29 | 91 | -30°C | CO2 |
Welding parameters should be adjusted according to base metal thickness, joint design, welding position, shielding gas, wire feed speed, and equipment condition. The following values can be used as reference parameters for ER70S-6 1.6mm welding wire.
| Welding Wire Diameter | Welding Current (A) | Welding Voltage (V) | Reference Current (A) |
|---|---|---|---|
| 1.6mm | 140–500 | 20–42 | 350 |
Shielding gas: CO2 or 80% Ar + 20% CO2.
ER70S-6 1.6mm MIG welding wire is suitable for low carbon steel, low-alloy steel, and high-strength steel structures up to 500 MPa. It is widely used in industrial fabrication where stable arc, high weld strength, and consistent quality are required.
Steel structure welding.
High-temperature cyclone separators.
Coal machinery and engineering machinery.
Shipbuilding and marine fabrication.
Bridge construction and building construction.
Pressure vessels and petrochemical equipment.
Heavy-duty carbon steel and low-alloy steel fabrication.

ER70S-6 contains higher manganese and silicon than several common ER70S wire grades, making it suitable for applications that need stronger deoxidizing performance and stable welding on carbon steel and low-alloy steel structures.
| Standard / Grade | C | Mn | Si | Applications |
|---|---|---|---|---|
| ER49-1 | ≤0.11 | 1.8–2.1 | 0.65–0.95 | Low carbon and some low-alloy steel structures |
| ER70S-3 | 0.06–0.15 | 0.9–1.4 | 0.45–0.75 | Carbon steel and low-alloy steel structures |
| ER70S-4 | 0.07–0.15 | 1.00–1.50 | 0.65–0.85 | Carbon steel structures |
| ER70S-6 | 0.06–0.15 | 1.40–1.85 | 0.80–1.15 | Low carbon and high-strength steel structures up to 500 MPa |
| ER70S-G | ≤0.10 | 1.40–1.90 | 0.55–1.10 | Low carbon and high-strength steel structures up to 500 MPa, high-current welding |
Buyers should choose MIG welding wire according to base metal grade, wire diameter, shielding gas, welding position, spool size, mechanical performance requirements, and production environment. ER70S-6 is commonly selected when better deoxidizing performance, stable feeding, and low spatter are required.
| Selection Factor | Recommendation |
|---|---|
| Wire Classification | Choose ER70S-6 / ER50-6 for carbon steel and low-alloy steel gas-shielded welding. |
| Wire Diameter | Use 1.6mm wire for suitable medium and heavy-duty welding conditions according to equipment capability. |
| Shielding Gas | Use CO2 or 80% Ar + 20% CO2 according to weld appearance, penetration, spatter control, and production cost requirements. |
| Spool Size | Choose 5kg, 15kg, or 20kg spool according to welding volume, feeder compatibility, and inventory plan. |
| Application | Match ER70S-6 with steel structures, shipbuilding, bridges, pressure vessels, machinery, building construction, and petrochemical fabrication. |
Correct storage and handling help maintain welding wire feedability, surface quality, and arc stability. Keep ER70S-6 welding wire dry, clean, and protected from moisture, oil, dust, and mechanical damage.
Store welding wire in a dry and ventilated warehouse.
Keep spools sealed before use to reduce moisture and contamination risk.
Avoid dropping or deforming the spool during transport and handling.
Use clean wire feed rollers and suitable liner settings for stable wire feeding.
Select proper welding parameters before production welding.
KYA supplies MIG welding wire, CO2 welding wire, ER70S-6 welding wire, welding consumables, fasteners, pneumatic tools, coil nails, staples, and fastening solutions for global distributors, metal fabrication plants, shipyards, machinery manufacturers, steel structure factories, and construction suppliers.
ER70S-6 1.6mm welding wire for CO2 and mixed gas welding.
Stable arc, smooth feeding, low spatter, and reliable weld bead appearance.
Complies with GB/T 8110 ER50-6, AWS A5.18 ER70S-6, and JIS Z3312 YGW12.
5kg, 15kg, and 20kg spool options for industrial supply.
Support for bulk orders, distributor supply, sample orders, and OEM packaging.
ER70S-6 1.6mm welding wire is used for gas-shielded arc welding of steel structures, shipbuilding, bridges, pressure vessels, engineering machinery, construction equipment, and low carbon or low-alloy steel structures up to 500 MPa.
It is compatible with 100% CO2 and 80% Argon + 20% CO2 shielding gas. Gas selection should match weld quality, spatter control, penetration, and cost requirements.
The listed welding current range is 140–500A, welding voltage range is 20–42V, and reference current is 350A. Actual settings should be adjusted according to base material, weld position, shielding gas, and equipment.
Yes. ER70S-6 1.6mm supports all-position welding, including flat, horizontal, overhead, and vertical welding positions.
ER70S-6 offers stable arc performance, smooth feedability, low spatter, good weld bead appearance, excellent crack resistance, low hydrogen content, and high productivity for gas-shielded welding.
Available spool sizes include 5kg, 15kg, and 20kg. The listed industrial packaging includes 15kg/D270 plastic spool, 16kg per box, 72 boxes per pallet, and 24 pallets per 20'GP.
This welding wire is listed according to GB/T 8110 ER50-6, AWS A5.18 ER70S-6, and JIS Z3312 YGW12.
Bulk buyers include welding wire distributors, metal fabrication plants, shipyards, bridge contractors, machinery manufacturers, pressure vessel producers, steel structure factories, and industrial supply companies.